Climaveneta: Advanced solutions
Climaveneta: Advanced energy saving solutions in large installations
Climaveneta Energyraiser equipment with dynamic heat recovery
From the new technical code of the building in Spain, energy saving has been imposed as a key factor in the design and projection of facilities.
Air conditioning equipment discharges large amounts of heat energy into the environment that in most cases is wasted.
This paper makes an exhaustive analysis of the possibilities of energy recovery in A/C production equipment and its possible use for the production of DHW, pool heating and other applications.
Several simulations will be carried out in different scenarios exposing their advantages and disadvantages with respect to the solar thermal solution, with special emphasis on the following points.
• Lower installation cost
• Lower operating cost
• Lower environmental impact and drastic reduction of indirect CO2 emissions.
The place of energy recovery in the CTE and the new RITE and the possibility of justifiably reducing or eliminating the installation of solar DHW with the consequent savings in the cost of the installation will also be discussed.
Energy explanation of heat recovery
Conventional air conditioning equipment, when operating in cold mode, discharges large amounts of energy in the form of heat into the atmosphere.
Although some manufacturers are stubborn, energy is not created or destroyed, it is only transformed. Thanks to such a fundamental principle of thermodynamics, we can understand an air conditioning unit as an engine that moves amounts of heat from one point to another consuming an electrical work. The colloquial term "giving cold" really means moving the excess heat from the installation to the outside thanks to an electrical expense.
The electrical expenditure is necessary, to reverse the natural movement of heat that would tend to flow from the hottest focus (the outside of the installation) to the colder focus (the installation).
The latest generation equipment is capable of reusing waste heat in an independent circuit that can be used in the production of domestic hot water or other applications such as pool heating, heating support in 4-tube installations, etc.
As long as the equipment has a demand for cold, it will be able to recover in the form of heat the same cooling power plus approximately 20-30%.
20-30% is an estimate that comes from the electrical consumption of the compressors, which is influenced by several factors among which the external conditions, the efficiency of the equipment and the degree of use of the same can be highlighted.
Description of how an Energyraiser works
The Energyraiser type equipment is capable of automatically and independently managing 2 hydraulic circuits, one of cold water and the other of hot water.

Whenever a simultaneous demand for cold and heat is detected, the Energyraiser control system will try to take advantage of the heat recovery cycle generated in the production of cold. Therefore, in installations with constant cold demands such as industrial processes or in 4-tube climate facilities that may have a simultaneous demand for cold and heat such as hospitals, shopping centers or office buildings, large amounts of free heat will be produced that can be reused through the recovery cycle.
In the graph below, you can see the typical demand curves of a large 4-tube installation. Since there is year-round refrigeration demand, it will be possible to recycle waste heat from the cold cycle to support heating and DHW production.

In the previous case, the energy savings compared to the conventional solution with high-performance chillers and boilers is 32%. A saving of € 200,000 per year means that with the savings obtained for 5 years, we could replace the entire fleet of machines, and in 10 years the accumulated savings are close to € 1,000,000.

Next, the different situations that can occur during the automatic operation of Energyraiser equipment and how they are solved by the system will be analyzed.
A) The demand for Heat is greater than the demand for cold: When the demand for heat is greater than the demand for cold, it is not enough with the heat of condensation to cover the heat demand of the installation. In this case, the heat production will be completed with the heat pump cycle of one of the compressors.
B) No heat demand: The plant works like a conventional chiller.
C) No demand for cold: The plant works like a conventional heat pump.
D) The heat demand is equal to the cold demand: This case occurs very rarely during the year (unless the installation has been studied for this purpose). The production of recovery heat is balanced with the demand of the installation. The plant will turn off its fans and work as a water-water equipment.
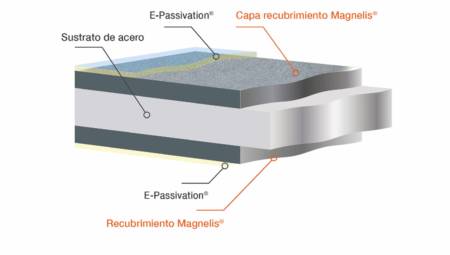
Climaveneta TECS equipment with magnetic levitation compressors

Unlike a conventional centrifugal compressor, TECS equipment incorporates the latest technology available on the market today. Tecs units come equipped with magnetic levitation compressors that do not need oil since the rotor is levitating with respect to the stator, as there are no frictions of any kind, the performance at partial loads is very high, vibrations are practically non-existent and the sound level is minimal.

The compressors can work from 21,000 rev/min to 48,000 rev/min controlled with a DC inverter system. From an energy point of view, this allows them to modulate the cooling power from 10 to 100% of its real power allowing an exact adjustment to the installation needs at all times. The power adjustment is almost instantaneous given the low mass of the compressors (aluminum) and the PID algorithms incorporated in the state-of-the-art control.
Yield.
Any compressor loses performance by reducing its load since the dynamic frictions between its internal components are maintained, in the case of magnetic compressors, the performance increases at partial loads since there are no frictions of any kind. Conventional equipment compensates for the loss of compressor performance at partial loads since the exchange surfaces remain constant and therefore increase their relationship with the power generated.
In a conventional equipment, from 100% to 40% load the performance increases due to the phenomenon of oversized exchange surfaces, at partial loads below 40%, the performance plummets since the frictions that occur in the compressor become important with respect to the total power generated.
This does not happen with magnetic compressors where performance continues to rise even at partial loads below 40%, as there are no internal frictions of any kind. Statistically it is proven that the teams work the greatest number of hours below 50% capacity, which makes the magnetic compressor very attractive from an energy point of view.
Another point to note that is not usually taken into account is the loss of performance and power of the equipment over time. This is mainly caused by the progressive loss of exchange capacity of the exchangers due to the embedding of an oil film inside. This process is inevitable in equipment that uses oil as a lubricant and an expected loss of performance of 8-10% every 10 years is estimated.

This does not happen in magnetic equipment because they do not use oil.
In intensive use facilities with long life expectancies, this factor is particularly important.
Below are the comparative performance curves at the time of acquisition and after 10 years of a conventional centrifuge, a high-performance inverter centrifuge and magnetic equipment.



As can be seen in the graphs above, at the time of acquisition, below 50% charge magnetic equipment is far superior even to high-performance centrifugal inverter equipment. Once 10 years have passed, the magnetic equipment is energetically superior practically during the entire time of use.
Reliability
From the point of view of the reliability of a mechanical system, it is known that the greater the number of moving parts and complexity, the greater the probability of failure. In the case of magnetic equipment, there is only one moving part which is the rotor (which never touches with another moving component), in a conventional centrifuge there are: bearings, reducers, auxiliary oil level control systems, etc.
The inverter system is DC type to Permanent Magnet Neodymium, therefore, it is a brushless motor. Not having brushes considerably increases the life of the motor, this does not happen with the inverter system of conventional centrifuges.

The absence of oil avoids the complexity of auxiliary level control systems that in the case of conventional centrifuges have great criticality since they use flooded evaporators.

The absence of vibrations and frictions obviously also represents a point in favor of the magnetic system reducing the wear due to mechanical fatigue of all the components of the same.
Magnetic equipment uses configurations with several compressors, in the case of higher power there are 4 compressors working in parallel, conventional centrifugal equipment only has one compressor.
Starting intensity
The starting intensity in the magnetic equipment is practically negligible thanks to the zero friction at the time of starting the rotation by the DC Inverter system.

Noise level
As can be seen in the graph above, the vibrations transmitted to slabs are much lower than those produced by conventional equipment, therefore, and consequently, the sound level is also lower. It should be noted that the operation of magnetic equipment occurs between 20,000 and 48,000 rev / min, therefore, the resulting noise is very little annoying since most of the energy dissipated in the form of sound is at frequencies, where the human ear has very little sensitivity (above 20 kHz).
Authors: